
Cjevovodi su cjevovodi koji se sastoje od velikog broja cijevi, međusobno povezanih zavarivanjem. Potonje se može izvesti loše, što će dovesti do nepopravljivih posljedica - puknuća zavara. Stoga se prije puštanja cjevovoda u rad provodi ispitivanje cjevovoda bez razaranja.
Važnost kontrole kvalitete
Glavne strukture cijevi izložene su ozbiljnim opterećenjima, kako iznutra tako i izvana. Stoga se posebna pažnja posvećuje kontroli kvalitete zavara.
Proces zavarivanja povezan je s visokom temperaturom koja topi metal cijevi. U to vrijeme dolazi do promjene njihove strukture. Ako ne slijedite tehniku postupka zavarivanja, nakon hlađenja unutar šava nastaju nedostaci. Metal zavara postaje nehomogen.
Vrste nedostataka:
- Vanjski. Dobro vidljivo na površini šava. Ova kategorija također uključuje one nedostatke koji se nalaze unutar metala na dubini ne većoj od 2 mm.
- Unutarnji, oni su također duboki. Nalaze se dublje od 2 mm.
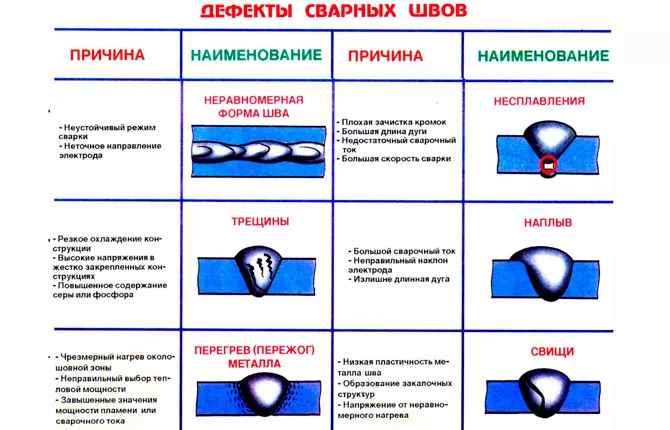
Defekti u spojevima cjevovoda imaju različite oblike i lokacije. Među njima postoje nedostaci sa standardnim imenima i specifičnim:
- Pukotine. Defekt koji je nekoliko puta duži nego što je širok. Ovo je najopasniji trenutak u zavarivanju, što često dovodi do njegovog pucanja. Pukotine se dijele u dvije kategorije. Mogu se nalaziti i unutar šava i izvana.Često postoje prolazne pukotine. Oni su najopasniji.
- Pore, one su školjke. Kuglasti nedostaci (oblik može biti različit, ali uvijek šuplji), formirani zbog plinova koji se oslobađaju tijekom zavarivanja metala. Oni pripadaju unutarnjoj skupini.
- Krateri. To su praktički pore koje su nastale na površini zavara cjevovoda (mala udubljenja). Razlog njihovog pojavljivanja je prekid luka zavarivanja. Opasnost od kratera je da se na mjestu njihovog pojavljivanja debljina zavara smanjuje. A to utječe na čvrstoću zgloba.
- Podrezivanja. Nastaje na granici krajeva cijevi i zavara. Time se smanjuje područje kontakta između dva metala. U takvim dionicama povećava se unutarnje naprezanje, posebno kada raste opterećenje cjevovoda.
- Utjecaji. Ovo je sloj metala koji se nanosi na površinu šava. Ispada da gornji i donji sloj praktički nisu povezani. Presjek veze nije isti kao što zahtijeva GOST.
- Nedostatak fuzije. Unutarnji tip defekata. Karakterizira ga činjenica da se unutar priključka cjevovoda nalazi metal koji nema potrebne karakteristike. Nastao je pod djelovanjem niže temperature nego što zahtijeva GOST. Stoga, zbog opterećenja u takvom presjeku, naprezanja metala brzo rastu, što dovodi do deformacije s naknadnim pucanjem.
- Metal za zavarivanje je porozan. Sve su to iste pore ili ljuske, samo male veličine i ravnomjerno raspoređene po cijelom volumenu zavarenog spoja (u cjelini ili u dijelovima).
- Strane čestice unutar metala za šav. Razlog je loš rad zavarivača. Prije početka zavarivanja sve površine koje se spajaju temeljito se očiste. Obično se za to koriste metalne četke i odmašćivači. Ako se priprema ne izvrši, krhotine će ući u zavar, smanjujući njegovu čvrstoću.
- Gori. Tada je tehnologija zavarivanja prekinuta i elektrodni luk prolazi kroz metal spoja. Iz istog razloga, opuštenost se stvara s druge strane.
 Greške u zavarenom spoju cjevovoda
Greške u zavarenom spoju cjevovoda
Kako sve ove nevolje ne bi utjecale na rad cjevovoda, vrši se kontrola. Danas se koriste različite metode, ali sve spadaju u kategoriju nedestruktivnih. Postoje i destruktivne metode, ali se koriste za laboratorijska istraživanja. Nedestruktivno u svim ostalim slučajevima.
Praktični su jer:
- nema potrebe za izrezivanjem testnog objekta i odnošenjem u laboratorij;
- svi procesi se izvode na mjestu zavarivanja;
- Za testiranje je potrebna kompaktna i lagana oprema.
Postoje strogi zahtjevi za ispitivanje cjevovoda bez razaranja. Dijagnostiku obavlja educirani specijalist. Pritom se strogo poštuju pravila i propisi za provođenje kontrole.
Koje se metode koriste tijekom ispitivanja bez razaranja
Postoji nekoliko vrsta ispitivanja cjevovoda bez razaranja, koja koriste različite materijale, uređaje i tehnologije.
Osnovno:
- Vizualno-mjerna kontrola.
- Radiografsko otkrivanje grešaka.
- Korištenje ultrazvuka.
- Magnetska detekcija grešaka.
- Kapilarna metoda.
Vizualno mjerenje
Ova vrsta inspekcije cjevovoda temelji se na kontroli spojeva cijevi, vizualno i uz pomoć mjernih instrumenata. Stoga ova tehnika otkriva samo vanjske nedostatke.
Ova nedestruktivna metoda je netočna, iako je jednostavna za implementaciju. Ova vrsta kontrole je obavezna. Izvodi se prije prelaska na drugu nedestruktivnu metodu. Uostalom, nakon što ste pronašli grešku na površini, ne možete prijeći na drugu fazu, što je skuplje za izvođenje.Takav spoj se odmah može odbaciti.
Što se tiče lakšeg provođenja, za to se obično koristi jednostavan mjerni uređaj, na primjer, kaliper ili ravnalo. Prije mjerenja, neispravno područje se očisti alkoholom, kiselinom ili drugim otapalom.
Ako je, na primjer, pukotina mala, u pomoć se uzima povećalo. Preduvjet za ovu vrstu ispitivanja bez razaranja je određivanje oblika i veličine defekta.
 Vizualno-mjerno ispitivanje cjevovoda bez razaranja
Vizualno-mjerno ispitivanje cjevovoda bez razaranja
Radiografsko otkrivanje grešaka
Jedna od najpreciznijih metoda ispitivanja cjevovoda bez razaranja, koja vam omogućuje prepoznavanje čak i manjih nedostataka u zavarenom spoju. Istovremeno se utvrđuje i njihova točna lokacija.
Tehnika se temelji na konvencionalnom rendgenskom snimku. Koriste malu instalaciju koja svijetli kroz metal spoja elemenata cjevovoda i prikazuje ih na rendgenskom filmu.
Ultrazvučno ispitivanje bez razaranja
Tehnologija se temelji na akustičnim promjenama unutar metala. Ako je homogen, onda će zvuk proći bez promjene njegovih karakteristika i smjera. Kada se na putu naiđe na kvar, promjene će se pojaviti i one će se odraziti na prijemniku. Glavni parametar promjene je brzina kretanja zvuka.
Suština nedestruktivne tehnike:
- ultrazvuk s ultravisokom frekvencijom vibracija emitira se iz pojačala;
- prolazi kroz zavar;
- ako se sudari, na primjer, s pukotinom ili školjkom, tada će se odbiti od njihove unutarnje površine (šupljine), promijeniti smjer i vratiti se u prijemnik.
Što je veći kut loma, veća je pukotina ili drugi nedostatak.
 Ultrazvučno ispitivanje cjevovoda bez razaranja
Ultrazvučno ispitivanje cjevovoda bez razaranja
Magnetski NDT
Postoji takav pojam kao magnetska permeabilnost. To je kada magnetski valovi prolaze kroz metal određeno vrijeme. Ako se ovaj pokazatelj smanji, tada su unutar materijala na putu valovi naišli na prepreku koju su počeli obilaziti. Stoga im je brzina pala, a vrijeme putovanja produljeno.
Za provođenje ovog ispitivanja bez razaranja zavarenih spojeva u cjevovodima koristi se posebna oprema. Uz njegovu pomoć, elektromagnetski valovi prolaze kroz metal. Prašak se prethodno izlije na površinu ili se ulije suspenzija sa željezom unutra. Mineral se skuplja oko oštećenog područja.
Postoji još jedna opcija koja se zove magnetografija. Ovdje se umjesto praha ili suspenzije koristi magnetski film. Na njemu su prikazani svi nedostaci metala. Nakon provođenja kontrolnih postupaka, film se stavlja u detektor grešaka, odakle se očitavaju informacije. Može biti zvučna ili u obliku slike.
Kapilarna ispitivanja bez razaranja
Ova tehnologija omogućuje prepoznavanje nedostataka zavara u sustavu cjevovoda pomoću posebnih tekućina koje se nazivaju penetranti. Njihovo glavno svojstvo je da prodiru u materijale, čak i ako imaju kapilarne promjene.
Takve tekućine uključuju:
- kerozin;
- terpentin;
- benzen;
- transformatorsko ulje, itd.
Ako je penetrant prošao kroz metal spoja cijevi, to znači da u njemu postoji greška. Ako nije prošao, onda je sve u redu.
NDT proces:
- kreda ili kaolin u tekućem obliku nanosi se na zavareni spoj cjevovoda;
- nakon što se naneseni sloj osuši uklanja se suhi dio;
- preko preostalog sloja nanosi se kerozin;
- za pola sata trebate provjeriti naličje spoja;
- ako se tamo nađu mrlje od kerozina, onda je šav neispravan, ako nije, spoj je pouzdan.
Danas se penetrantima dodaju tvari koje pomažu da se jasnije prepoznaju nedostaci metala. Uglavnom dva:
- crveni pigment;
- svjetleća tvar.
Prvi se koristi kada se kontrola provodi danju uz prirodno svjetlo na mjestu. Druga noć, za koju koriste lampe s ultraljubičastim svjetlom.
 Primjena penetranta
Primjena penetranta
Ispitivanje bez razaranja cjevovoda koji nije izložen ozbiljnim naprezanjima može se provesti na jednostavnije načine: hidraulički ili pneumatski. Da bi se to postiglo, voda pod pritiskom ili zrak se guraju unutar linije.
U prvom slučaju ispitivanje bez razaranja provodi se otkrivanjem mrlja sa suprotne strane spoja, odnosno s vanjske strane cijevi. U drugom se dodatno koristi pjena koja se nanosi na zavar. Ako počne stvarati mjehuriće, postoji kvar.
Ispitivanje cjevovoda bez razaranja olakšalo je provjeru cjelovitosti i kvalitete spojeva cijevi. Primjenom detekcije grešaka, posebice rentgena i ultrazvuka, vjerojatnost otkrivanja grešaka pri zavarivanju praktično se približila 100%. Ujedno vam takva kontrola omogućuje da saznate gdje se kvar nalazi, koliko ih je, koje su veličine i oblika.
Mislite li da je potrebno primijeniti sofisticiranije metode nerazornog ispitivanja cjevovoda ili može biti dovoljan dovod vode/zraka u sustav? Pišite u komentarima. Podijelite članak na društvenim mrežama i označite ga.
U videu ćete saznati više o tome kako se testiraju zavari.
Izvori:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html