
Zavareni spoj dviju cijevi je najnepouzdaniji dio cjevovoda. O njegovoj kvaliteti ovisi koliko će linija trajati. Kako bi se izbjegle nesreće tijekom rada konstrukcije, provodi se otkrivanje nedostataka cjevovoda. Ovo je posebno važno za autoceste koje se nalaze pod zemljom.
Opće informacije
Postoji nekoliko metoda za otkrivanje nedostataka u zavarenim spojevima cijevi:
- magnetski;
- akustično;
- električni;
- optički.
Njihov zadatak je utvrditi nepropusnost spojeva, čvrstoću metala u šavovima, postoje li naprezanja i druge parametre koji određuju pouzdanost cjevovoda. U isto vrijeme, metode otkrivanja nedostataka gotovo su iste za sve vrste cjevovoda: toplinske, plinske, vodovodne, naftovode.
 Otkrivanje nedostataka cjevovoda
Otkrivanje nedostataka cjevovoda
Sve gore navedene metode pripadaju kategoriji "nedestruktivnih" tehnologija. Odnosno, otkrivanje nedostataka provodi se na samom gradilištu. Spojevi cijevi se ne uništavaju, što smanjuje troškove montažnih radova.
Otkrivanje grešaka u cjevovodima temelji se na skeneru koji se zove detektor grešaka. Svaka tehnologija ima svoje načelo rada ove opreme. Najučinkovitiji detektori grešaka:
- vrtložna struja;
- ultrazvučno;
- magnetski prah;
- kapilara.

Detalji o metodama
Defektologija cjevovoda je postupak koji se mora provesti nakon ugradnje cjevovoda. To će izbjeći njegovo moguće uništenje tijekom rada. Detekcija nedostataka omogućuje otkrivanje bilo kakvih nedostataka u cijevima. Princip rada skenera koji se koriste u dijagnostičkom procesu je drugačiji. Stoga je vrijedno prvo detaljnije proučiti svaki od njih.
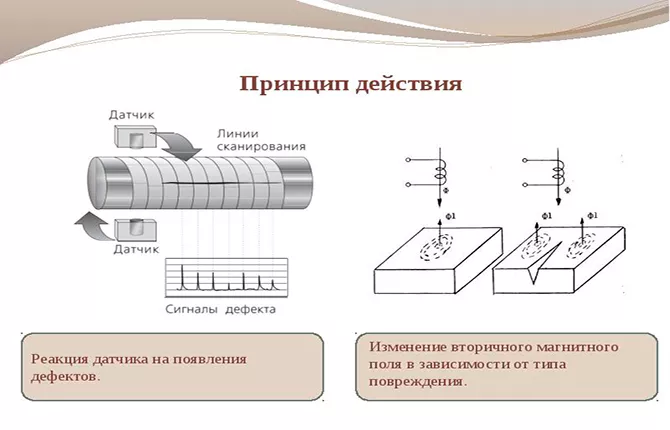
Detektori grešaka na vrtložne struje
Princip rada uređaja temelji se na stvaranju vrtložnih struja koje su usmjerene iz vanjske ravnine cjevovoda u unutarnju kroz zavareni spoj. Struja koja prolazi kroz homogenu metalnu strukturu ne mijenja njezine parametre. Ako unutar šava postoje nedostaci, odnosno njegova jednolikost je prekinuta, otpor se povećava, što smanjuje snagu vrtložne struje.

Detektor grešaka popravlja i dešifrira ovo smanjenje, određujući kvalitetu metala zavara, nedostatke i heterogenost.
Prednosti metode:
- velika brzina rada;
- greška niskog rezultata;
- niska cijena operacija.
Protiv:
- debljina pregledanog šava - ne više od 2 mm;
- pouzdanost uređaja je niska.
 Princip rada detektora grešaka na vrtložne struje
Princip rada detektora grešaka na vrtložne struje
Ultrazvučni detektori grešaka
Ultrazvučno ispitivanje cjevovoda smatra se najkorištenijom tehnologijom. Provodi se pomoću pet različitih metoda za otkrivanje nedostataka:
- Metoda odjeka pulsa.
- Sjena.
- Echo Mirror.
- Ogledalo-sjena.
- Delta metoda.

U prvom slučaju instrument šalje ultrazvuk kroz zavareni sloj. Ako postoje nedostaci unutar metala, puls se reflektira u obliku jeke. To jest, ultrazvuk se vraća natrag. Uređaj bilježi vrijeme povratka, koje određuje dubinu ljuske ili pore.
U drugom slučaju ne koristi se samo uređaj koji šalje ultrazvučni signal, već i reflektor. Potonji je instaliran na suprotnoj strani zavarenog spoja cjevovoda. Ako je poznata udaljenost između dva dijela uređaja i vrijeme širenja zvuka, tada se promjenom drugog parametra (povećanje) može odrediti gdje se kvar nalazi, koje je veličine.
Treća verzija ultrazvučne detekcije nedostataka nalikuje prvoj.Samo se detektor grešaka isporučuje s reflektorom koji se postavlja na gornju površinu šava, kao i emiterom signala. Oba elementa su međusobno paralelna. Ako je signal došao do prijemnika, to znači da postoji kvar unutar metala koji je reflektirao zraku.
Sljedeća metoda je slična prethodnoj. Razlika je u tome što se signalni uređaj i reflektor nalaze pod kutom od 90° jedan prema drugom.
Peta metoda ultrazvučne detekcije grešaka se rijetko koristi. Razlozi su složenost postavljanja opreme, dugotrajno dekodiranje rezultata. Temelji se na preusmjeravanju ultrazvučne energije čiji smjer mijenja defekt zavara.
U ovom slučaju, isporučuje se poprečna greda koja se pretvara u uzdužnu. Djelomično postoji zrcalni odraz. Reflektor točno hvata uzdužni signal, čija snaga određuje veličinu greške u čeliku.

Detektori grešaka s magnetskim česticama
Ovo otkrivanje grešaka temelji se na svojstvu čelika da mijenja magnetsko polje blizu područja koja se od glavnog dijela razlikuju po niskoj gustoći. Ovdje postaje slabiji. Pukotine, šupljine ili pore unutar metala imaju nisku gustoću zbog zraka u njima.
Magnetski prah, poznat i kao feromagnetska tvar, koristi se za otkrivanje nedostataka u cjevovodima. Izlijeva se na zavar, gdje se električna struja dovodi uz pomoć dvije zavojnice - magnetizirajuće i dodatne. Elektricitet unutar metala stvara magnetsko polje. Ako su prisutni nedostaci, slabi oko njih. To je razlog zašto se magnetski prah privlači.

Ako se tijekom pregleda prah nakupi na površini, to ukazuje na jedno - na tom je području pronađena greška u zavarivanju. In-line detekcija nedostataka glavnih cjevovoda se provodi na ovaj način.
Postoje dvije mogućnosti testiranja - suho i mokro. U prvom slučaju koristi se magnetski prah. U drugom slučaju, suspenzija ovog praha je vodena otopina.
Kako bi kvaliteta inspekcije provedene pomoću druge opcije bila visoka, potrebno je dodatno obraditi površinu koja se proučava međumaterijalom - tehničkim uljem, mašću i drugim.
Prednosti inspekcije magnetskim česticama uključuju:
- vizualni rezultat, vidljiv bez dodatnih uređaja;
- niska cijena.
Mane:
- mala dubina pregleda - do 1,5 mm;
- može se koristiti samo na cjevovodima sastavljenim od feromagnetskih legura;
- poteškoće u demagnetiziranju velikih cijevi.

Detektori kapilarnih grešaka
Ova se tehnologija koristi za otkrivanje malih površinskih pukotina koje nisu vidljive golim okom. Potvrđuju da metal na spoju dva dijela cjevovoda nije homogen.

Proces otkrivanja nedostataka cjevovoda provodi se na sljedeći način:
- Indikatorska tvar, penetrant, nanosi se na zavar. Nastoji prodrijeti u najmanje defekte pod djelovanjem kapilarnih sila. Otuda i naziv metode.
- Tretirana površina se čisti od nanesene tvari koja je već duboko prodrla u metal.
- Preko njega se nanosi razvijač u obliku bijelog praha. To može biti talk, magnezijev oksid ili neka druga tvar. Ima važno svojstvo - adsorpciju. Odnosno, može apsorbirati druge tvari.
- Razvijač počinje izvlačiti penetrant iz pukotina, što na površini bijelog praha oblikuje uzorak spojeva. U isto vrijeme, indikator je jasno vidljiv u ultraljubičastim zrakama.

Ova vrsta otkrivanja nedostataka cjevovoda obično se koristi ako je potrebno otkriti površinske nedostatke u metalu na spoju. Za duboke defekte je beskoristan. A ovo je minus. Glavna prednost je jednostavnost implementacije.
Rezultati
Za provjeru spojeva cijevi u glavnim cjevovodima nije potrebno koristiti jednu metodu otkrivanja grešaka. Svako mjesto može se istražiti na ovaj ili onaj način. Prilikom odabira optimalne metode prvo morate procijeniti kako spoj odgovara njoj. Na primjer, kapilarna metoda je prikladna za vodovode, samo ultrazvučna metoda za naftovode i plinovode.
Otkrivanje nedostataka cjevovoda je neophodan postupak koji vam omogućuje procjenu kvalitete postavljenog cjevovoda, kako biste identificirali sve moguće nedostatke. Provodi se na nekoliko načina. Bolje je izvršiti postupak u fazi postavljanja cjevovoda, tako da nakon završetka rada nećete naići na neugodna "iznenađenja" u obliku curenja ili loma.
Koju biste metodu radije koristili i zašto? Pišite u komentarima. Podijelite članak na društvenim mrežama i označite ga kako ne biste izgubili korisne informacije.
Preporučamo i gledanje odabranih videa na našu temu.
Dijagnostika linearnog dijela magistralnih cjevovoda.
Kako je rendgenska kontrola zavara u proizvodnji.