
U slučaju argonskog zavarivanja aluminija, luk je najstabilniji kada je elektroda u vertikalnom položaju i kreće se duž spoja (tijekom zavarivanja spojnica). Aditivna šipka može se umetnuti s prednje ili stražnje strane luka. Međutim, u većini slučajeva koristi se prva metoda. Položaj plamenika i šipke za aditiv u procesu zavarivanja ravnih spojeva može biti sljedeći: zavarivanje kundaka s aditivom, prirubnica, s preklapanjem s penetracijom.
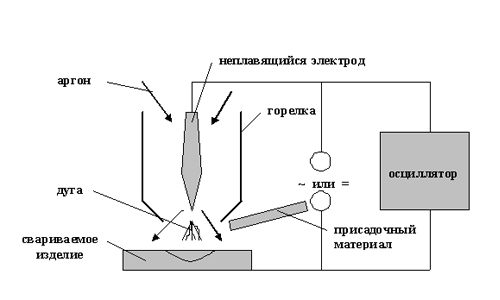
Shema zavarivanja argonom.
U slučaju zavarivanja baklje, luk bi trebao biti male duljine, međutim, treba izbjegavati kratke spojeve. Tijekom procesa zavarivanja, elektroda će se nalaziti ispod vrha prirubnice. U postupku zavarivanja kružnih šavova os volframove elektrode postavlja se pod kutom od 75-80 ° prema tangenti s dnom proizvoda na mjestu zavarivanja, dok se proizvod treba okretati istom brzinom. Kružni šav završava preklapanjem početka šava na dionici duljine 18-20 mm. Kao rezultat toga, luk bi se trebao rasprsnuti. Rotacija proizvoda mora biti naglo ubrzana. Ako se ova tehnika izvodi ispravno, konačni krater će biti praktički nevidljiv na kružnom šavu.
Zavarivanje treba obaviti na maksimalnoj brzini, tako da takav postupak može obaviti samo kvalificirani zavarivač. Kretanje plamenika treba biti ravno naprijed, bez poprečnih oscilacija. Ako se pridržavate ovih uvjeta, možete dobiti glatku i ravnomjernu duž cijele duljine šava s glatkom, sjajnom bazom na vrhu i gustom jednoličnom fuzijom na pogrešnoj strani.
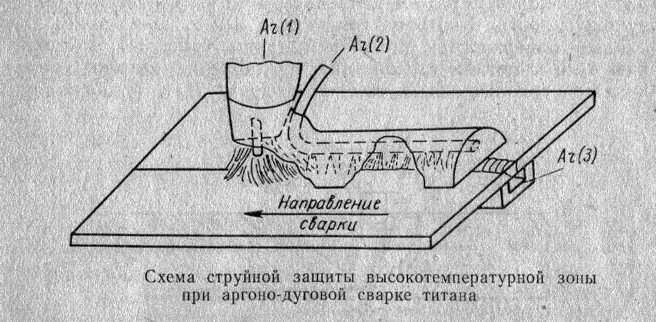
Shema zaštite mlaza tijekom argon-zavarivanja.
Stavke koje će biti potrebne:
- elektroda;
- toplinski izolirano kućište;
- žica za aditiv;
- obloge;
- štap ugljika;
- uređaj za zavarivanje.
Obavezno podesite uređaj za zavarivanje.
Kako pripremiti površinu za zavarivanje?
U većini slučajeva baza aluminijskih legura prekrivena je gustim filmom male debljine. Takav film ima visoku točku taljenja i veliku specifičnu težinu. Takav materijal komplicira paljenje i održavanje luka tijekom procesa zavarivanja, a također sprječava i povezivanje rubova glavnog metala s metalom punila. Prije proizvodnje argonskog zavarivanja, takav film će se morati ukloniti iz baze spojenih rubova aluminijskih legura. Film se može ukloniti mehanički ili kemijski. Prvi se koristi u slučaju pojedinačne proizvodnje. U slučaju mase preporučljivo je koristiti kemijsku metodu čišćenja podloge od aluminijskih legura.
Mehanička metoda čišćenja baze aluminijskih legura uključuje uklanjanje tankog sloja metala čeličnom četkom ili brusnim papirom male debljine. Čelična četka mora biti izrađena od žice promjera manjeg od 0, 15 mm.
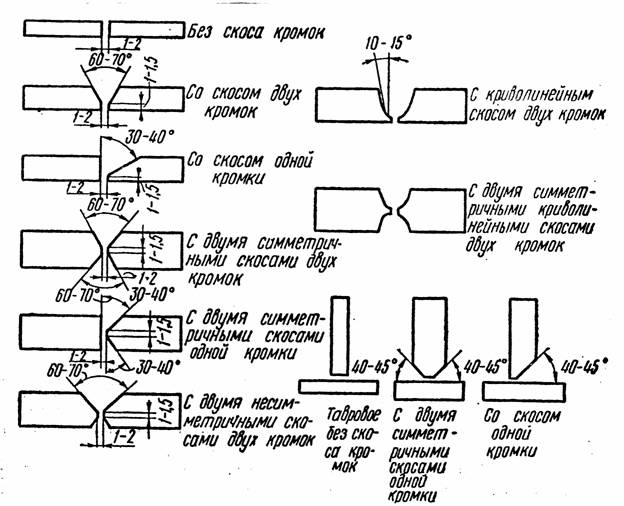
Vrste pripreme rubova za zavarivanje.
Ako koristite žicu velike debljine, na bazi aluminija bit će grubi rizici. U tom slučaju, filmski sloj će se ukloniti neravnomjerno, što može dovesti do loše kvalitete zavarivanja.
Ako aluminijsku podlogu očistite četkom od čelika, možete dobiti prihvatljive zavarivačke spojeve. Prije čišćenja bit će potrebno odmašćivanje površine, što se može učiniti s otapalima.
Baza aluminijskih legura s cinkom ili magnezijem temeljito se čisti. Najlakši način za čišćenje aluminijskih legura bakrom, željezom ili manganom je silicij.
Površinski tretmani
Treba napomenuti da mehaničko čišćenje ne može osigurati ravnomjerno uklanjanje filma iz baze aluminijskih legura. Kistom je vrlo teško očistiti rubove koji su spojeni. Stoga, na mjestima gdje je to moguće, bit će potrebno mehanički obraditi spojene rubove na strojevima. Učinkovitost metode kemijskog čišćenja određuje se mjerenjem kontaktnog otpora, koji je proporcionalan debljini filma. U ovom slučaju, preporučuje se uporaba mikrovoltmetra, koji je stupnjevan u mikro oma.
Shema šava kod argon-zavarivanja.
Za aluminijeve legure u argon-zavarivanju možete koristiti sljedeće metode kemijske obrade:
- Odmašćivanje u alkalnoj otopini i daljnje bistrenje u otopini fosforne kiseline.
- Odmašćivanje u alkalnoj otopini s daljnjim bistrenjem u otopini dušične kiseline.
Rubovi dijelova koji se čiste jednom od gore navedenih metoda mogu se lako zavariti. U tom slučaju šavovi će imati čistu podlogu. Te metode čišćenja imaju prednost: na osnovi obrađenih rubova, film će imati malu debljinu tijekom 4-5 dana.
Postojeće vrste veza
U argonsko-elektrolučnom zavarivanju aluminijskih legura nema fluksa, pa u ovom slučaju nema ograničenja pri izboru tipa spojeva. Možete koristiti sljedeće spojeve:
- butt;
- flare;
- lap-penetracije;
- obični spoj u krilu;
- kutni spoj;
- T-spoj.
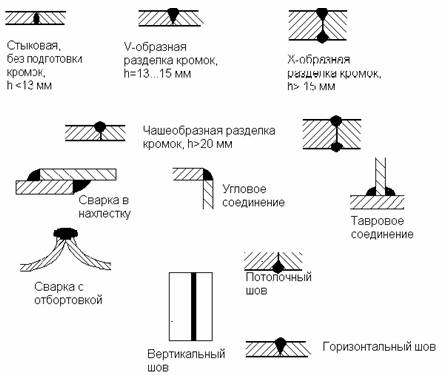
Vrste zavarenih spojeva.
Zavarivanje aluminijskih limova debljine 0, 8–3 mm potrebno je obaviti s malim razmakom. Kod zavarivanja aluminija debljine 1, 5-3 mm, razmak ne bi trebao biti veći od 0, 3 mm. Za materijal debljine 0, 8-2 mm treba upotrijebiti baklje.
Za materijal debljine manje od 2 mm koristi se perforirano elektrolučno zavarivanje. Prilikom spajanja ovaj tip ruba treba biti pritisnut na oblogu. To je potrebno kako bi se osiguralo čvrsto prianjanje elemenata. Količina preklapanja određuje se na temelju toga planirate li se otopiti kroz rubove preklapanja ili ne. U prvom slučaju, rub donje ploče treba biti smješten na kraju žljeba za oblikovanje tako da se ovaj rub koristi za oblikovanje donje strane šava. Količina preklapanja jednaka je širini utora. Ako je dobro voziti se s rubova, onda možete napraviti kutni spoj na materijalu debljine do 2 mm bez upotrebe materijala za punjenje.
Kvalitetna izvedba spajanja podrazumijeva precizno prianjanje rubova. Trebali biste znati da razmaci mogu uzrokovati pojačanu oksidaciju rubova, što će dovesti do poroznosti i pojave zona fuzije, koje se nalaze na ravnini kontakta rubova s ugrađenim aditivom.
Nijanse koje treba znati
Aluminijske legure imaju visoku toplinsku provodljivost, tako da debljina spojenih izradaka mora biti ista na mjestu zavarivanja. Ako je potrebno spojiti dijelove sa zidovima različite debljine, deblji rub treba rezati na mjestu zavarivanja do debljine koja je jednaka debljini drugog ruba.
Na mjestima gdje dizajn dopušta, preporuča se koristiti obloge kako bi se olakšao postupak zavarivanja aluminija s argonom i napravile velike tolerancije na prianjanje spoja. Obloga mora biti od nehrđajućeg metala. U podlozi ispod šava treba predvidjeti žlijeb.
Butt bezkosnye veze koriste se za aluminijske legure debljine manje od 3 mm. Ako je obradak deblji, rubovi koje treba zavariti moraju biti pokošeni.
Konstrukcije debljine stijenke od 1-3 mm povezane su s jednim slojem spoja. Ako je debljina stijenke veća od 3 mm, čeoni spoj s rubovima zakošenja treba zavariti u nekoliko slojeva. Prvi sloj je za taljenje rubova bez materijala za punjenje, drugi sloj treba nanijeti s materijalom za dodatak na završeni prvi sloj. Prije nego stavite drugi sloj, prvi se sloj mora očistiti mehaničkom ili kemijskom metodom. Kada je moguće zavariti s obje strane, radni komadi se zavaruju bez rubova zakošenja debljine 6, 5 mm.
Shema aparata za zavarivanje.
U slučaju zavarivanja aluminija debljinom većom od 1, 6 mm, trebat ćete koristiti dodatnu žicu, jer se rastaljena kupka nastoji formirati konkavnu osnovu. Stoga neće biti moguće koristiti automatsko zavarivanje aluminijskih legura ako ne postoji uređaj za mehaničko punjenje žice za aditiv. Budite sigurni da ste konfigurirani za ovaj dizajn.
Preklopni spojevi i parni uređaji su zavareni na žicu radi dodatka. Takva se žica ne može koristiti, ali u ovom slučaju gornji rub treba rastopiti kako bi se mogla zamijeniti žica za aditiv.
Tehnologija zavarivanja aluminija
Vrlo je teško zapaliti luk izmjenične struje dodirivanjem volframove baze izrađene od aluminija s elektrodom. Da biste zapalili luk, na početku zavarenog šava morate položiti ugljični štap na koji će se zapaliti luk. Nakon grijanja volframove elektrode, luk se lako može pobuditi na glavnom metalu. Zapaliti luk na štap ugljena je vrlo jednostavna. Ugljen ima nisku toplinsku vodljivost, te će u procesu kratkog spoja brzo zagrijati materijal i kraj volframove elektrode. Ugljen i volfram može se karakterizirati snažnom termionskom emisijom iz njihove baze, zbog čega će se tijekom uklanjanja volframove elektrode pobuditi stabilan luk. Grijani kraj volframove elektrode emitira snažan tok elektrona koji podupiru spaljivanje luka u procesu prijenosa na metal.
Ako je potrebno, elektrolučno zavarivanje na vertikalnoj bazi izvodi se od vrha do dna za metalnu debljinu manju od 5 mm, a od dna prema vrhu za debljinu obradka veću od 5 mm.
U nekim slučajevima na početku šava mogu se pojaviti pukotine. Da biste to izbjegli, trebat ćete prethodno zagrijati zglob u početnom dijelu šava. Da biste to učinili, na dužini od 35-45 mm luk treba zagrijati spoj više puta, dok luk mora gorjeti u inertnom plinu. Nakon toga se elektrolučno zavarivanje izvodi na maksimalnoj brzini.
Na izbor načina zavarivanja utječe geometrijski oblik i dimenzije dijelova. Pomoću elektrolučnog zavarivanja u okolini inertnog plina može se izvesti aluminijsko lijevanje. Da bi se spriječila pojava pukotina, odljevci se prije zavarivanja moraju prethodno zagrijati na 400 ° C. Zavarivanje se izvodi pomoću metala za aditiv, čiji sastav odgovara sastavu lijevanog metala. Mjesta koja su podvrgnuta zavarivanju, moraju se prethodno očistiti mehaničkim sredstvima. Nakon što se kuhanje završi, lijevanje treba staviti u toplinski izolirano kućište, a zatim polako ohladiti.
U slučaju mehaniziranog postupka zavarivanja aluminija, trebat ćete održati određenu brzinu dodavanja žice za aditiv. Ako se elektrolučno zavarivanje izvodi na minimalnoj brzini, važno je spriječiti pregrijavanje i oksidaciju žice za aditiv.
Takva se žica može hraniti na bilo koji način koji osigurava jedinstvenu brzinu prijenosa i njegovu promjenu. Na oblozi se izvodi mehanički lučeno argonsko zavarivanje. Korištenje zaštite plina unutar šava neće dati pozitivne rezultate.
Argonsko zavarivanje aluminija je složen proces, tako da morate znati tehnologiju povezivanja.